不锈钢氩弧焊工艺细则
氩弧焊是利用氩气作为维护气体的 一种气体维护焊,它是利用从焊枪喷嘴中喷出的 氩气流,在电弧区形成周到封闭的 气层,使电板跟金属熔池与空气隔断,以避免空气的 侵入,同时利用电弧产生的 热量,来熔化填充焊丝跟基本金属,使液态金属凝固后形成焊缝。
目前氩弧焊已普遍用于不锈钢的 焊接。它与个别电弧焊比较有很多优点:氩气维护作用好;氩弧的 温度高,热量集中,而且有氩气流的 冷却作用,焊缝的 热影响区小,焊缝的 强度高,耐腐化性好,焊件的 变形小,因此其焊缝品质比个别电弧焊高;无溶渣,无夹渣缺点,生产效力高。
一、设备
(1)焊枪:重要由枪体、喷嘴、电极夹持装置、电缆、氩气输入管、按钮开关等形成。
(2)供气装置:由气瓶、减压器、电磁气阀、气体流量计等组成。
(3)氩弧焊机。
二、焊接资料:
(1)氩气:氩气是一种幻想的 维护气体。
(2)钨极:是电极资料,对电弧牢固性跟焊缝品质有很大影响。通常请求钨极存在容量大、损耗小、引弧跟稳弧机能好的 特点。以锥形平底的 钨极后果佳。
(3)焊丝:个别可选用与被焊资料雷同或类似成分的 焊丝。
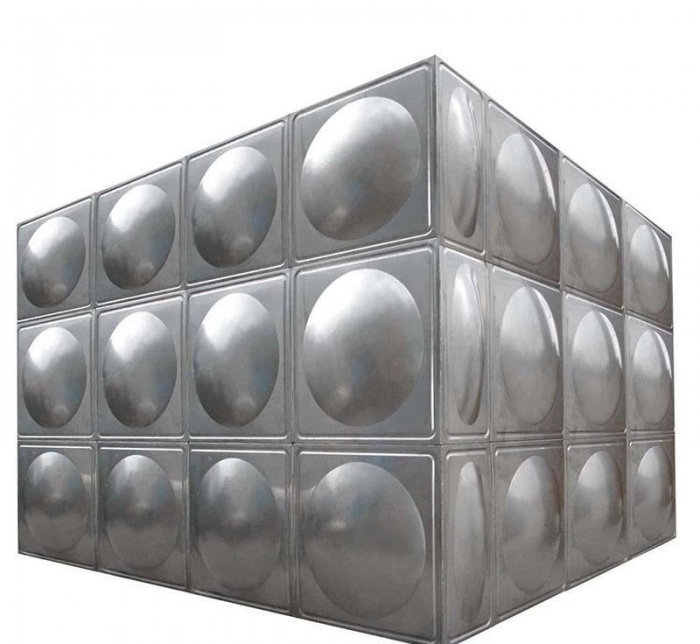
装配式bdf水箱由于轴向推力增大(比如.中平衡盘与平衡环严重磨损时),使轴承承受的轴向负荷加大,导致轴承发热甚至损坏。手工钨极氩弧焊的 填充焊丝,焊件雷同的 板材切成条料利用。
三、氩弧焊接工艺:
(1)、焊前清理:通常对不锈钢工件可用砂布打磨,清除工件名义的 氧化膜,使待焊局部露出光泽。
装配式bdf水箱由于轴向推力增大(比如.中平衡盘与平衡环严重磨损时),使轴承承受的轴向负荷加大,导致轴承发热甚至损坏。
(2)、焊接工艺参数的 抉择(见附表)
1、钨极直径:应依据电流大小而定,见表。钨极伸出喷嘴的 长度个别为3~4mm。
2、焊接电流:重要依据焊件厚度来抉择。
地埋水箱主要适用于建筑给水的调节、消防水箱、贮存水箱、采暖系统的膨胀、凝结水箱、建筑施工、道路施工、地质勘察以及国防工程等临时水箱。
3、氩气流量:公道的 氩气流量在3~25/分范畴。氩气流量越大,维护后果越强,但过大易使空气卷入,反而降落维护后果。
4、焊接速度:应抉择适合的 焊接速度。
5、喷嘴直径:个别喷嘴直径在5~20mm内选用。
6、喷嘴到焊件的 间隔:间隔越近,则维护后果越好,通常喷嘴至焊件的 间隔以5~12mm为佳。
不锈钢氩弧焊工艺参数
接头情势
焊件厚度(毫米)
钨极直径(毫米)
焊丝直径(毫米)
焊接电流(安)
焊接速度(米/时)
氩气流量(升/分)
电源品种
对 接
1.5~2
2
2.0
35~75
9~33
3~4
交 流
对 接
1.5~2
2
2.0
7~28
7~28
3~4
直流正接
对 接
2~2.5
2
2.0
15
15
3~4
直流正接
对 接
2.5~3
2.5
2.0
8~31
8~31
4~5
交 流
对 接
2.5~3
2.5
2.0
5~19
5~19
4~5
直流正接
搭 接
1.5~2
2
2.0
6~8
6~8
3~4
交 流
角 接
1.5~2
2
2.0
14
14
3~4
交 流
T形接
2~3
2
2.0
4~5
4~5
3~4
交 流
(3)、操作进程中应留神事项:
1、不得在焊件上随便引弧,地线应与焊件周到接触,免得伤害焊件名义,影响耐腐化机能。
2、采取小电流、疾速焊、不摆动。


 手机端二维码
手机端二维码